author
author
In the current tough market, low prices often hide costs like broken setups, late starts, and weak materials. But getting fine results does not need to cost a fortune. Many companies struggle to handle the twists of special parts making without paying extra for waste. Rejin CNC has built up more than 22 years of experience in matching top build work with tight cost control.
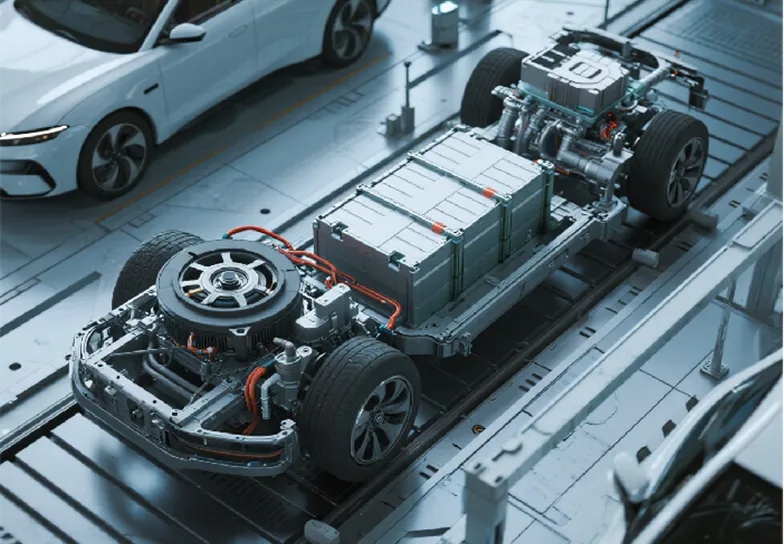
The world faces big changes. As areas like New Energy Vehicles (NEV), robotics, and medical gear grow, calls for ready standard pieces drop. Instead, tailored special parts take the lead.
Today’s tools blend more features. One shell now might serve as a heat puller, a build frame, and a style cover all at once. Basic pieces fail to meet these varied jobs. Set parts aim at broad uses but lead to extra space or added weight. In UAV building, each gram matters. Tailored CNC work lets builders fit pieces to their main task. In the end, this cuts down on running expenses over time.
To grasp costs, start with grasping the tough spots. The more handwork a piece needs, the bigger the bill.
Pieces with many slanted holes or curved faces usually need old 3-axis tools to be reset many times. Each fix adds work hours. It also raises the chances of spot mistakes.
At Rejin CNC, we deal with closeness as close as ±0.005mm often. Parts must join just right, like a rod in a holder. A tiny shift by microns can spark rub, warmth, and later gear breakdowns.
Working 6061 Aluminum goes quick and cheaply. But stuff like SUS304 Stainless Steel or Titanium mixes wear tools hard. They call for slow cuts and special skills to avoid bends.
How does Rejin CNC offer fine work without high tags? It boils down to two key edges: tools and plan tweaks.
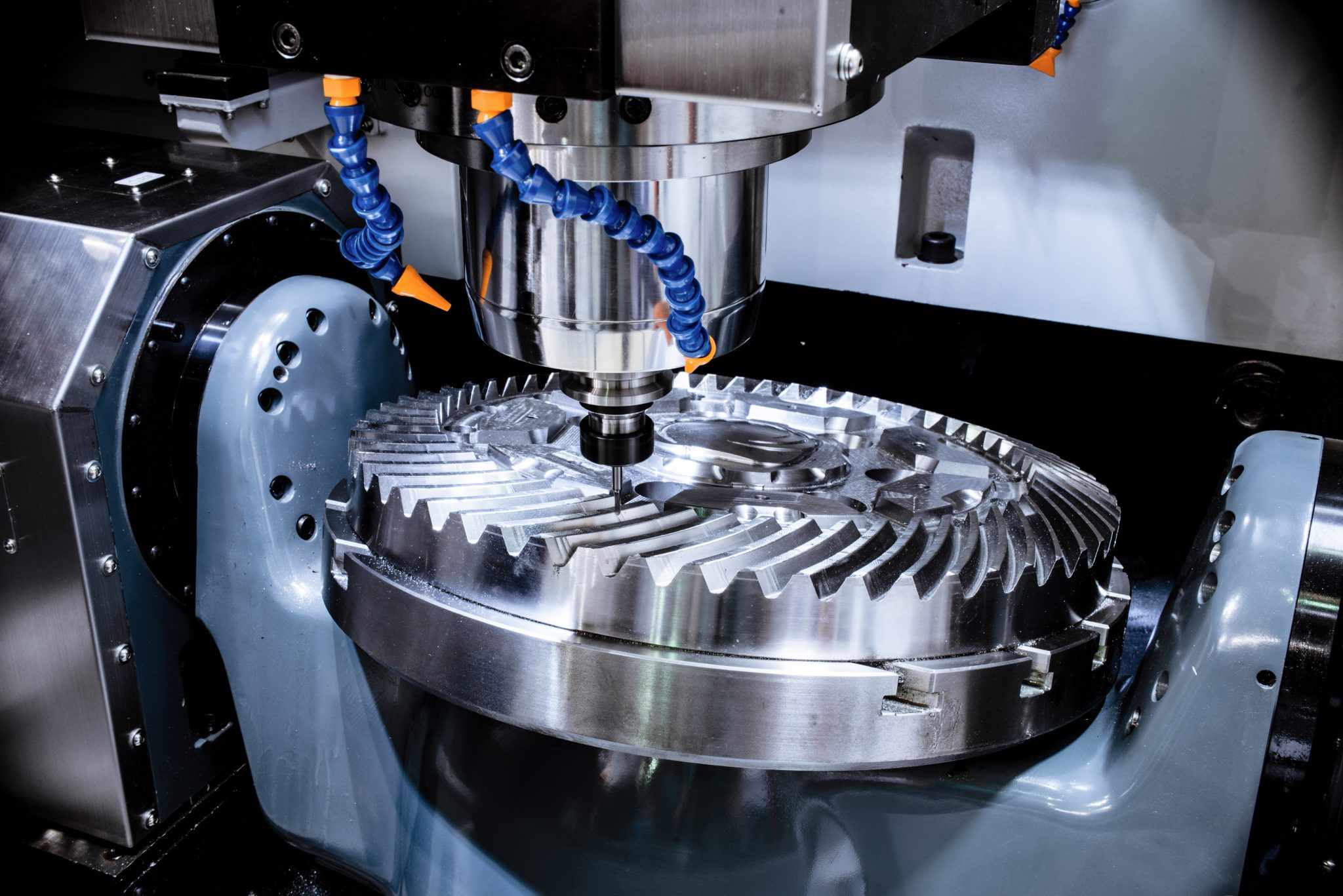
The main tool for cutting costs is 5-axis CNC machining. The per-hour fee for a 5-axis unit might run higher. Yet it handles a many-sided piece in a single clamping.
Costs are often built right into a product’s plan. Our build crew gives DFM (Design for Manufacturing) services. We team up with buyers to ease piece shapes without losing strength. Spotting deep holes or sharp inner edges that cut hard early saves clients from making big blocks down the line.
Picking the right stuff stands as the straight path to holding costs.
6063 Aluminum serves as a go-to for Rejin CNC. We use it a lot in Audio Interface Panels and Mixer Enclosures.
For bits like Automotive Fasteners or Vehicle Fluid System Connectors, we turn to SUS304 Stainless Steel.

A solid maker must cover a piece’s full path. Rejin CNC acts as a full-service spot. We blend cutting with on-site outer layers.
Before big runs, we run a full First Article Inspection to check if the steps hold steady and sizes hit right. This stops the big hit of making loads of bad pieces.
With more than 100 strong cutting units, we grow from a 5-piece test to a 20,000-unit monthly batch of Audio Control Units. We keep the micron-close exactness buyers want.
In audio-visual work, the shell matters as much as the inner circuits. Rejin CNC builds Aluminum Mixer Enclosures and Audio Knobs with rough grips for hold and side brush finishes for a sharp style. These fix signal mix issues. They also bring the strength for stage jobs.
We make Stainless Steel Connectors for car fluid setups.
For air clients, we supply UAV Structural Parts cut from 7075 Aluminum. These tackle the key task of holding frame strength in high shake flights. They keep the craft light for longer battery runs.

Real value covers quality costs too. Rejin CNC holds ISO 9001:2015 and IATF 16949 certified status. Each piece faces strict checks, from light shape measures to thread fit tests. This makes sure what you get is ready to use.
Ready to cut your making costs? Do not let hard plans slow you. Send your CAD files now. The team at Rejin CNC will give a free DFM check and full quote in 24 hours. We turn plans into fine real work.
[Contact Us Today for a Free Quote]
A: Closer closeness (like ±0.005mm) needs sharper tools, slower cuts, and more checks. These raise work and gear costs way more than basic closeness.
A: It cuts five sides in one fix. This cuts handwork for resets, lowers spot errors, and shortens the full making time a lot.
A: Yes. DFM spots plan bits that cut tough or not at all, like deep, slim slots. Fixing these early cuts tool wear and stops costly hold-ups.
A: Anodizing tops the list. It brings strong rust fight and color hold while keeping the metal touch. It costs less than multi-layer paint jobs often.