المؤلف
المؤلف
في التصنيع المتقدم ، لا تسمح الأجزاء الأكبر بمعايير مريحة. تتطلب الصناعات مثل الطيران والطاقة النظيفة والروبوتات بانتظام مكونات تصل إلى أحجام كبيرة مع مطالبتها بالتفاصيل الصارمة. يمثل الاحتفاظ بالتسامحات في نطاق الميكرون عبر قطع طويلة عدة مئات من الملليمترات صعوبات تكافح العديد من ورش العمل التقليدية للتغلب عليها.

ريجين CNC يركز على تلبية هذه المتطلبات ، وتقديم خدمات معالجة قادرة على العناصر الكبيرة الحجم والمصممة خصيصا التي يجب أن تؤدي دون عيوب.
اتجاهات الإنتاج الحالية تتحرك بشكل مطرد بعيدا عن عناصر الكتالوج الشائعة نحو مكونات متكاملة ومصممة خصيصا.
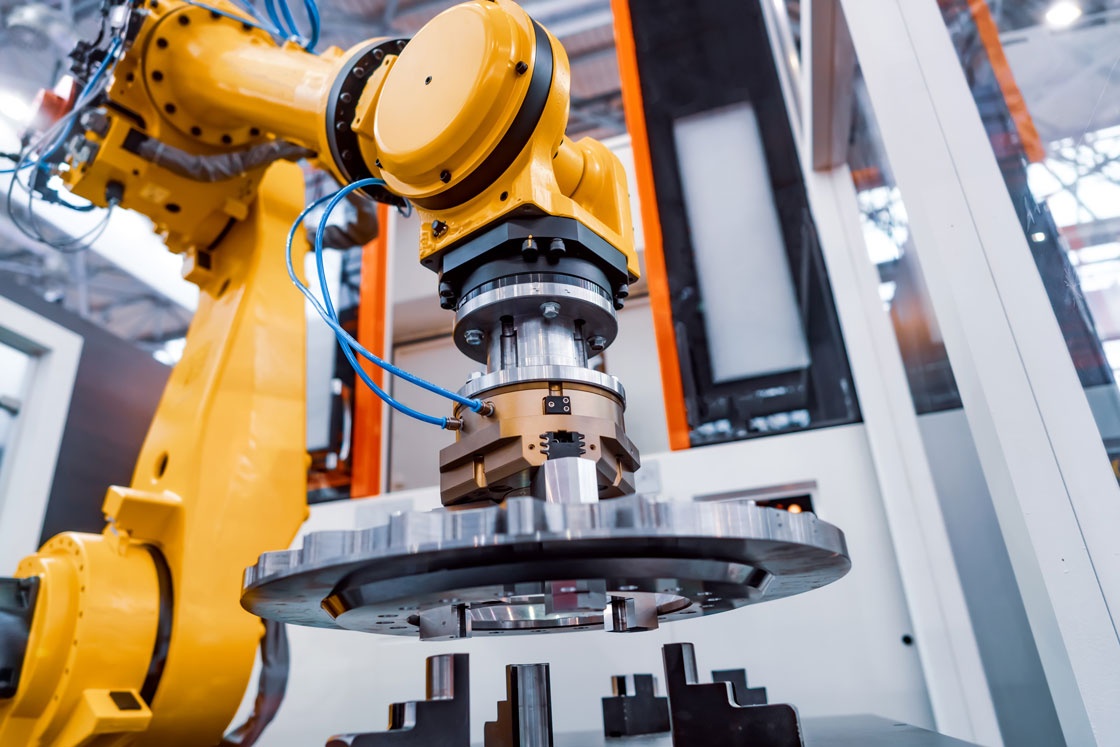
مع تقدم الآلات وزيادة الأتمتة ، يهدف المصممون إلى الجمع بين عدة وظائف في قطعة هيكلية كبيرة واحدة. يقلل عدد أقل من المفاصل من نقاط الضعف المحتملة وتبسيط التجميع. يظهر هذا النهج في كثير من الأحيان في الروبوتات والمعدات الطبية ، حيث لا تزال القوة الموثوقة ضرورية.
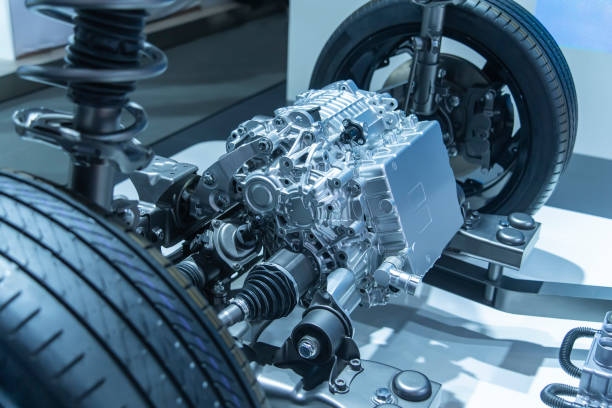
مجالات متخصصة مثل المركبات الجوية غير المأهولة السيارات الكهربائية تدفع الحاجة إلى تشغيلات محدودة من الأجزاء مصممة خصيصا للغاية. غالبا ما تثبت الأدوات القياسية أو القوالب أنها مكلفة أو صلبة للغاية لتغييرات التصميم المتكررة. وبالتالي، تصبح التصنيع باستخدام الحاسب الآلي الخيار العملي لدورات التطوير السريعة والتحسينات المتكررة.
تتبع الأجزاء غير القياسية رسومات العملاء الفريدة بالضبط. وتشمل عادة الأشكال التي لا تستطيع التركيبات القياسية أو القوالب استيعابها.
غالبا ما تتميز هذه المكونات بجيوب داخلية معقدة ، أو ممرات مثفرة عميقة ، أو وجوه منحنية واسعة على مناطق واسعة. بدون القوالب الموجودة مسبقا، يعتمد النجاح تمامًا على برمجة CNC الدقيقة وقدرة الآلة على الحفاظ على الاستقرار خلال أوقات التشغيل الممتدة.

تجلب معالجة قطع العمل الكبيرة جدا صعوبات تنمو بشكل حاد مع زيادة الأبعاد.
العديد من الأجزاء الكبيرة تحتاج إلى العمل على عدة جوانب. تتطلب الآلات التقليدية ذات المحاور الثلاثة إعادة تحديد الموقع بشكل متكرر ، مما يتراكم أخطاء محاذاة صغيرة. تتطلب المخططات ثلاثية الأبعاد الواسعة تعديل مستمر لمسارات الأدوات بحيث تبقى جودة السطح حتى عبر القطعة بأكملها.
تحقيق ± 0.005 مم على جزء مدمج يتطلب بالفعل العناية ؛ على واحد كبير ، يصبح مهمة تقنية مهمة. التغيرات الحرارية في حركة المادة والآلة تزداد ملحوظة على مسافات أكبر ، مما يؤثر على المسطحة والتوازي والدوارة.
الكتل الثقيلة من الألومنيوم 7075 أو الفولاذ المقاوم للصدأ 304 تحمل ضغوطات كبيرة مدمجة. إزالة المخزون تدريجيا يسمح لهذه الضغوطات للإطلاق، وأحيانا تسبب التشوه أو الانحناء. تصبح خطوات التسلسل والتخفيف من الإجهاد ذات الخبرة ضرورية للحفاظ على صحة الهندسة النهائية.
تعتمد شركة Rejin CNC على أكثر من 22 سنة من الخبرة في التصنيع وتشغل أكثر من 100 مركز حديث لمعالجة هذه القضايا مباشرة.
معالجة خمسة محاور يقف كطريقة مفضلة للعمل الكبير والمعقد. المحاور الدوارة الإضافية تسمح بالوصول إلى جوانب متعددة وزوايا معقدة في عقد واحد.
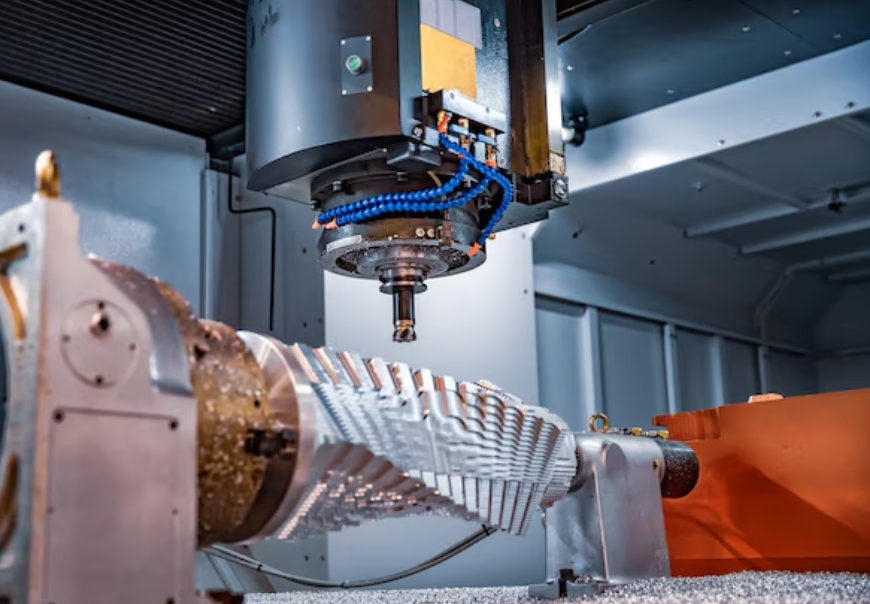
يتعامل المتجر بشكل روتيني مع قطرات تحول تصل إلى Ø300 مم وملفات مطحونة تصل إلى 800x600x500 مم. تتجاوز التسامحات القياسية ± 0.02 مم ، في حين أن العمل الأكثر ضيقة يحقق ± 0.01 مم أو ± 0.005 مم ، حسب سبيكة وإعداد.
اختيار المواد يؤثر على كل من الوظيفة والتكلفة الكلية للقطع الكبيرة. تقدم شركة Rejin CNC توجيهات عبر مجموعة واسعة:
تقدم شركة Rejin CNC دعمًا كاملًا لعملاء الأعمال من خلال الخدمات المتكاملة.
تبدأ المشاريع بمراجعة مفصلة للتصميم للتصنيع. ويحدد المهندسون الميزات التي تعقد الإنتاج ويقترحون تغييرات عملية تحسن معدلات العائد وتقصير جداول التسليم.
تتلقى موثوقية الدفعة اهتماماً وثيقاً من خلال عملية تفتيش منظمة:

اختيار مزود التصنيع للعمل الكبير يؤثر على سلسلة الإنتاج بأكملها. يوفر Rejin CNC القدرة التقنية والمعدات ذات المحاور الخمسة والأداء الثابت اللازم لتحويل الرسومات الصعبة إلى أجزاء موثوقة بها.
هل أنت مستعد لجلب تصاميمك على نطاق واسع إلى الحياة؟ اتصل بـ Rejin CNC اليوم للحصول على تحليل و اقتباس مجاني لـ DFM. فريقنا مستعد لتحسين عمليتك وتلبية متطلبات الدقة الصارمة.
[احصل على اقتباس الآن] Email: Ruonan@reginhub.com | WhatsApp: +86 18362358467
ج: يتعامل التشديد الفردي مع وجوه متعددة ، مما يقلل من ساعات العمل ووقت الإعداد بنسبة تصل إلى 80٪. كما يقلل من الخردة من أخطاء التثبيت المتكررة.
ج: نعم. تدير درجات حرارة المحل المتحكم فيها وخطوات التصنيع المخططة حركة المواد وإطلاق الإجهاد ، مع الاحتفاظ بتسامحات تصل إلى ± 0.01 مم.
ج: يبرز الاستعراض المبكر صعوبات الإنتاج المحتملة. غالبا ما تقصر التعديلات المقترحة أوقات التسليم وتخفض تكاليف الجزء الواحد مع الحفاظ على الوظيفة المطلوبة.
ج: معدات الأنود الآلية والفحوصات المنتظمة لحالة الأداة تبقي نسيج ولون موحد من القطعة الأولى حتى القطعة الأخيرة في تشغيلات من 10000 وحدة.