author
author
In advanced manufacturing, bigger parts do not allow for relaxed standards. Industries such as aerospace, clean energy, and robotics regularly require components that reach substantial sizes while demanding exacting detail. Holding tolerances in the micron range across pieces several hundred millimeters long presents difficulties that many conventional workshops struggle to overcome.

Rejin CNC focuses on meeting these requirements, offering capable machining services for oversized and custom-designed elements that must perform without flaws.
Current production trends move steadily away from common catalog items toward integrated, purpose-built components.
As machinery advances and automation increases, designers aim to combine several functions into a single large structural piece. Fewer joints reduce possible weak spots and simplify assembly. This approach appears frequently in robotics and medical equipment, where dependable strength remains essential.
Specialized fields like unmanned aerial vehicles and electric vehicles drive the need for limited runs of highly tailored parts. Standard tooling or molds often prove too costly or rigid for frequent design changes. CNC machining, therefore, becomes the practical choice for quick development cycles and iterative improvements.
Non-standard parts follow unique customer drawings exactly. They commonly include shapes that standard fixtures or molds cannot accommodate.
Such components frequently feature intricate internal pockets, deep drilled passages, or sweeping curved faces over wide areas. Without pre-existing molds, success rests completely on accurate CNC programming and the machine’s ability to hold steady through extended run times.

Machining very large workpieces brings difficulties that grow sharply as dimensions increase.
Many large parts need work on several sides. Traditional three-axis machines require repeated repositioning, which accumulates small alignment errors. Broad 3D contours demand continuous adjustment of tool paths so that surface quality stays even across the entire piece.
Achieving ±0.005 mm on a compact part already requires care; on an oversized one, it becomes a significant technical task. Heat changes in the material and machine movement grow more noticeable over greater distances, which influences flatness, parallelism, and roundness.
Heavy blocks of 7075 aluminum or 304 stainless steel carry considerable built-in stresses. Removing stock gradually allows these stresses to release, sometimes causing distortion or bowing. Experienced sequencing and stress-relief steps become necessary to keep the final geometry true.
Rejin CNC draws on more than 22 years of machining experience and operates over 100 modern centers to address these issues directly.
Five-axis machining stands as the preferred method for large, intricate work. The additional rotary axes allow access to multiple sides and complex angles in one holding.
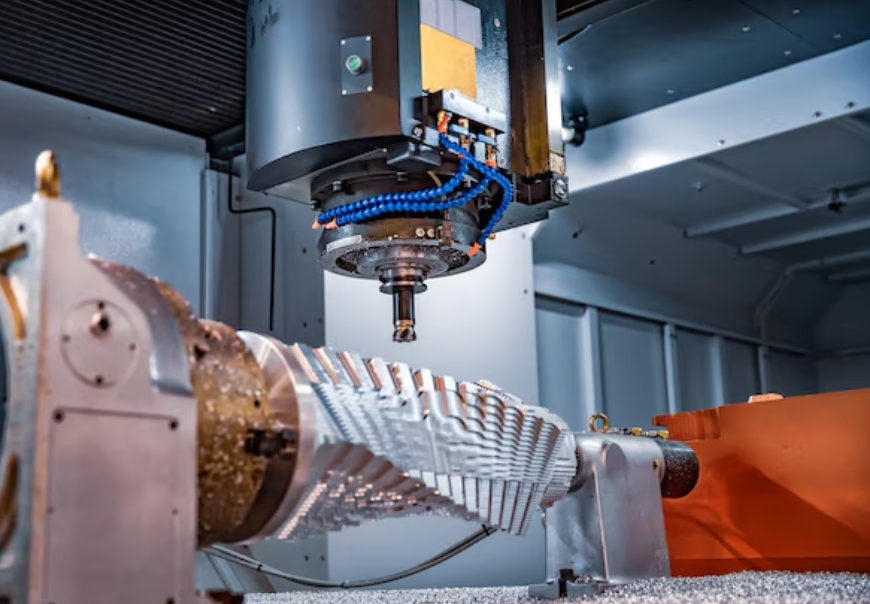
The shop routinely handles turned diameters up to Ø300 mm and milled envelopes up to 800x600x500 mm. Standard tolerances sit at ±0.02 mm, while tighter work achieves ±0.01 mm or ±0.005 mm, depending on the alloy and setup.
Material choice affects both function and overall cost for large pieces. Rejin CNC offers guidance across a broad selection:
Rejin CNC delivers complete support for business clients through integrated services.
Projects begin with a detailed Design for Manufacturing review. Engineers spot features that complicate production and propose practical changes that improve yield rates and shorten delivery schedules.
Batch reliability receives close attention through a structured inspection process:

Selecting a machining provider for oversized work affects the entire production chain. Rejin CNC supplies the technical capability, five-axis equipment, and steady performance needed to turn challenging drawings into dependable parts.
Ready to bring your large-scale designs to life? Contact Rejin CNC today for a free DFM analysis and quote. Our team stands prepared to refine your process and meet strict precision requirements.
[Get A Quote Now] Email: Ruonan@reginhub.com | WhatsApp: +86 18362358467
A: Single clamping handles multiple faces, which lowers labor hours and setup time by up to 80%. It also reduces scrap from repeated fixturing mistakes.
A: Yes. Controlled shop temperatures and planned machining steps manage material movement and stress release, holding tolerances to ±0.01 mm.
A: Early review highlights potential production difficulties. Suggested adjustments often shorten lead times and cut per-part costs while preserving the required function.
A: Automated anodizing equipment and regular tool condition checks keep texture and color uniform from the first piece through the final one in runs of 10,000 units.