Stamping vs. Machining: High-Volume Metal Parts Guide
Stamping vs. Machining: High-Volume Metal Parts Guide
auteur
19th juin 2026
Engineers and procurement heads face a critical strategic choice between stamping and machining when launching high-volume hardware projects. Selecting the incorrect method can lead to prohibitive tooling costs, excessive material waste, or parts that fail to meet assembly tolerances. CNC de Rejin, an integrated OEM/ODM precision manufacturer based in Dongguan, leverages over 22 years of industry experience to guide global buyers through these complexities. Operating under ISO 9001:2015 and IATF 16949 certifications, the company provides a vertically integrated ecosystem featuring advanced usinage CNC à 5 axes, high-precision sheet metal fabrication, and comprehensive surface treatments.
Key Differences: Stamping vs. Machining for Mass Production
Understanding the fundamental material interactions of each process is critical to determining design feasibility and total cost of ownership (TCO).
The Fundamentals of Metal Stamping
Metal stamping uses very high tonnage presses and custom-made progressive dies or continuous dies to form flat sheet metal and create very complex shapes using high levels of mechanical force.
High-Velocity Forming: As soon as the stamping dies are made, components can be pierced and formed in high volume at speeds of hundreds of strokes per minute. Thus, huge quantities can be produced in the shortest time.
Material Efficiency – Rejin CNC’s computer-aided nesting software ensures the optimum placement of parts on the raw material, and Rejin consistently achieves over 90% material efficiency.
Mass-Scale Consistency: Ideal for production of millions of units where the first part and the millionth part must be identical.
The Mechanics of Advanced CNC Machining
CNC machining is a subtractive precision process where computer-controlled tools remove material from solid blocks or bars. Unlike standard shops, Rejin CNC utilizes a fleet of 100+ advanced machining centers, including industry-leading equipment brands such as Mazak and DMG MORI, to ensure thermal stability and micron-level repeatability.
Multi-Axis Linkage Agility – Automated tool changer and 5-axis machining enables the efficient machining of complex multi-sided parts within a single clamping operation. Error from re-fixturing is reduced by over 80%.
Validated Precision: While many boast high accuracy, most cannot hold a constant tolerance. Our ability to hold ±.001 mm is validated through full inspection of all dimensions using optical profile measurement, and the thread is verified with a thread plug-gauge.
Material Versatility: The process can work with a variety of different materials, from light gauge AL6061/7075 to medical grade SUS316 and high conductivity copper.
Manufacturing Process Comparison Table
Choosing between these processes depends on production volume and part complexity. Metal stamping offers unmatched cost-efficiency and material utilization for high-volume, standardized components. Conversely, CNC machining provides the superior precision and flexibility required for intricate 3D geometries, supporting everything from rapid prototyping to high-precision production.
Comparison Factor
Metal Stamping
usinage CNC
Upfront Tooling Cost
High (Requires custom progressive or hardened tool steel dies)
Near Zero (Uses digital G-code programs & standard workholding)
Cost Per Piece (High Volume)
Extremely Low (Highly cost-effective for mass production)
Medium to High (Determined by machine cycle time and tool wear)
Ideal for uniform wall thickness, flat sheets, and formed brackets
Ideal for complex 3D profiles, deep pockets, threads, and varying cross-sections
Best Suited For
Large runs of uniform components (MoQ ≥ 10,000+ pcs)
Prototypes, multi-SKU orders, or intricate tight-tolerance parts
Evaluating Strategic Factors for High-Volume Orders
Picking the right method starts with checking part shape, surface goals, and upfront costs in detail.
Structural Design and Geometric Complexity
Wall changes, inside threads, and deep cutouts help set the right path for making the part.
Thin-Walled Constraints: Metal stamping excels at producing lightweight brackets, terminal pins, and EMI shields. However, it requires a uniform wall thickness across the part to prevent structural failure during the strike.
Intricate 3D Profiles: For components with varying cross-sections, internal threads, or offset shafts, multi-axis 5-axis CNC machiningis the only viable path. Stamping dies simply cannot form deep internal cavities or undercuts.
Integrated Processing: Our turn-mill centers allow for boring, threading, and O-ring groove cutting in one operation, eliminating the need for secondary manual handling.
Dimensional Tolerances and Surface Quality
Close fits and small gaps call for steady control over finish and size. Each case needs its own steps.
Micron-Level Stability: For automotive fluid systems or medical implants, tolerances under ±0.01 mm are non-negotiable. Precision CNC cutting ensures these dimensions remain steady even through long batches.
Edge Integrity: Stamping inherently leaves shear edges and burrs that require secondary vibratory finishing. In contrast, CNC milling provides sharp, clean edges directly off the machine.
Surface Synergy: Machined parts feature a consistent grain that integrates perfectly with our in-house surface treatments. Whether it is Type II/III Anodizing or Electroplating, the substrate provides superior adhesion compared to stamped surfaces.
Total Cost of Ownership (TCO) and Speed
Comparing initial tooling expenses against the cost per piece shows the real economics of a production run.
Initial Investment: Metal stamping requires a significant upfront outlay for hardened tool steel dies. This is only economical when spread across high volumes.
Rapid Prototyping to Production: Our “Zero-Tooling” CNC setups allow for immediate starts. We can transition from 3D CAD to a physical prototype in 3–7 days, supporting fast iterations for multi-SKU orders.
Cycle Time Crossover: While stamping is faster per stroke, modern automated CNC turning lines are highly efficient for complex rotational hardware, making them competitive for monthly releases of several thousand units.
Application Scenarios: Where Stamping and Machining Excel
Practical use on the shop floor shows how Rejin CNC applies these methods to fix real engineering problems.
Precision Stamping in Action
Stamping is the primary choice when unit cost and lightweight support are the driving factors for massive output.
3C Electronics Shielding (50,000+ units/month): We produce ultra-thin internal EMI shields for a leading global AI terminal brand. By using high-speed progressive dies, we maintain a production capacity that supports rapid global supply chain demands with zero dimensional drift.
Consumer Audio Structural Brackets (MOQ 10,000+): For a major European headphone brand, we manufactured internal mounting frames. High-volume stamping reduced unit costs by 40% compared to traditional fabrication, while maintaining a 99.5% pass rate.
Automotive Wire Harness Connectors (100,000+ units): Utilizing continuous die setups, we punch out standardized terminal tabs for vehicle electrical systems, ensuring perfect conductivity and fitment across massive production runs.
High-End CNC Machining in Action
Machining is reserved for applications where part failure is not an option and tolerances are extreme.
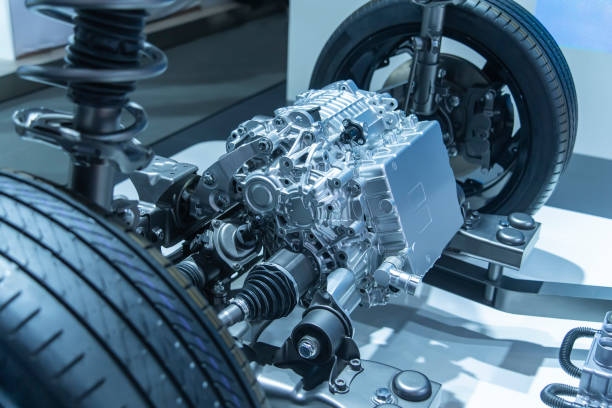
Aerospace & UAV Structural Joints: We mill lightweight AL7075 connectors for industrial drones. These parts must meet ±0.01 mm tolerances to withstand high-frequency flight vibrations. Our flexible lines support production runs ranging from 100 to 5,000 pieces with short lead times.
Automotive Transmission Components (2,000+ units/month): For a Tier 1 Automotive Supplier, we produce stainless steel wheel bearings and transmission shafts. By integrating CNC turning,precision grinding, and thermal treatment, we reduced the development cycle from 12 days to 5 days.
Pro Audio Hardware Panels: We craft custom control enclosures for a North American premium audio supplier. These thick aluminum panels feature horizontal brushed finishes and color-stable black anodizing. Our monthly output for these retail-ready units exceeds 20,000 units, meeting strict aesthetic standards with zero customer complaints regarding surface consistency
Conclusion
Whether your project requires the high-velocity output of stamped brackets or the extreme micron-level accuracy of 5-axis CNC machining, Rejin CNC provides the technical depth and equipment scale to deliver. Our engineering team conducts rigorous Design for Manufacturability (DFM) reviews for every inquiry, identifying potential cost traps and production risks before a single chip is cut.
Take action on your next high-volume program. Upload your 3D CAD files today. Our experts, supported by our IATF 16949 certified quality system, will provide a detailed, competitive quote within 24 hours.
Email: nicole@rejincnc.com
WhatsApp/Tel: +86 13790500374
FAQ (questions fréquentes)
Q: Can CNC machining compete with metal stamping for high-volume orders?
A: CNC machining often becomes the only workable option for parts that carry complex 3D shapes, deep cavities, or tolerances down to the micron level. This holds true no matter the order size. Metal stamping cannot produce such forms at all.
Q: What are the main limitations when transitioning a part from CNC machining to metal stamping?
A: Stamping calls for even wall thickness across the sheet metal. Parts that show varying cross-sections, stepped blind holes inside, or threads already formed will need major changes before they suit stamping.
Q: How does material hardness affect the choice between stamping and machining?
A: Hard metals and special alloys wear out stamping dies in short order. This pushes tool upkeep costs much higher. CNC machining works through these materials more readily by using stronger cutter profiles and steady guided paths.
Q: Is it possible to combine both metal stamping and CNC machining for a single component?
A: Yes. In high-volume runs that need both low-cost forming and fine details, parts first receive stamping to near-final shape. They then move to a CNC machine for accurate boring, face milling, or thread tapping.
Le processus de commande est simple :
1.Submit vos fichiers de conception
2.Select matériaux et processus de fabrication
3.Receive devis
4.Confirmez la commande
5.Production et livraison
Nous offrons une large gamme de services, y compris les services d'usinage CNC, la fabrication de tôles, les solutions de finition de surface et le support d'analyse DFM.
Nous offrons plusieurs matériaux d'usinage CNC, tels que le cuivre (Cu), le fer (Fe), l'aluminium (Al), l'acier inoxydable et les plastiques d'ingénierie.
Nous acceptons la carte de crédit, PayPal et le virement bancaire T / T.
- Oui, oui. Vous pouvez suivre votre commande via notre système de suivi en ligne ou contacter notre équipe d'assistance via l'équipe d'assistance à la clientèle.
Notre usinage CNC offre une haute précision, généralement avec une tolérance allant jusqu'à ±0,005mm, en fonction du matériau et de la complexité de la pièce.
- Oui, oui. Nous offrons une assistance en conception et en ingénierie pour donner vie à vos idées. Notre équipe peut vous aider avec la conception de produits, le prototypage et l'optimisation.
Nos moyeux iPad sont usinés CNC à partir de matériaux métalliques de haute qualité, offrant une structure stable, une dissipation de chaleur efficace et une interface précise
Un fabricant professionnel spécialisé dans l'usinage CNC personnalisé et non standard de pièces mécaniques. Nous pouvons personnaliser une large gamme de boîtiers spéciaux et d'autres composants de machine à café selon les exigences du client, avec une large sélection de matériaux disponibles. N'hésitez pas à nous contacter pour toute demande!
Rejin CNC fabrique des pièces d'estampage de précision avec une grande précision dimensionnelle et une qualité constante. Nos composants d'estampage métallique sont largement utilisés dans l'électronique, l'automobile et l'équipement industriel, soutenant la production OEM & ODM.
Ces composants robotiques usinés par CNC sont conçus pour des systèmes robotiques, y compris des pièces jointes, des arbres et des composants structurels. La haute précision assure un mouvement en douceur et une stabilité à long terme.
 auteur
auteur